Vyška je dôležitá!
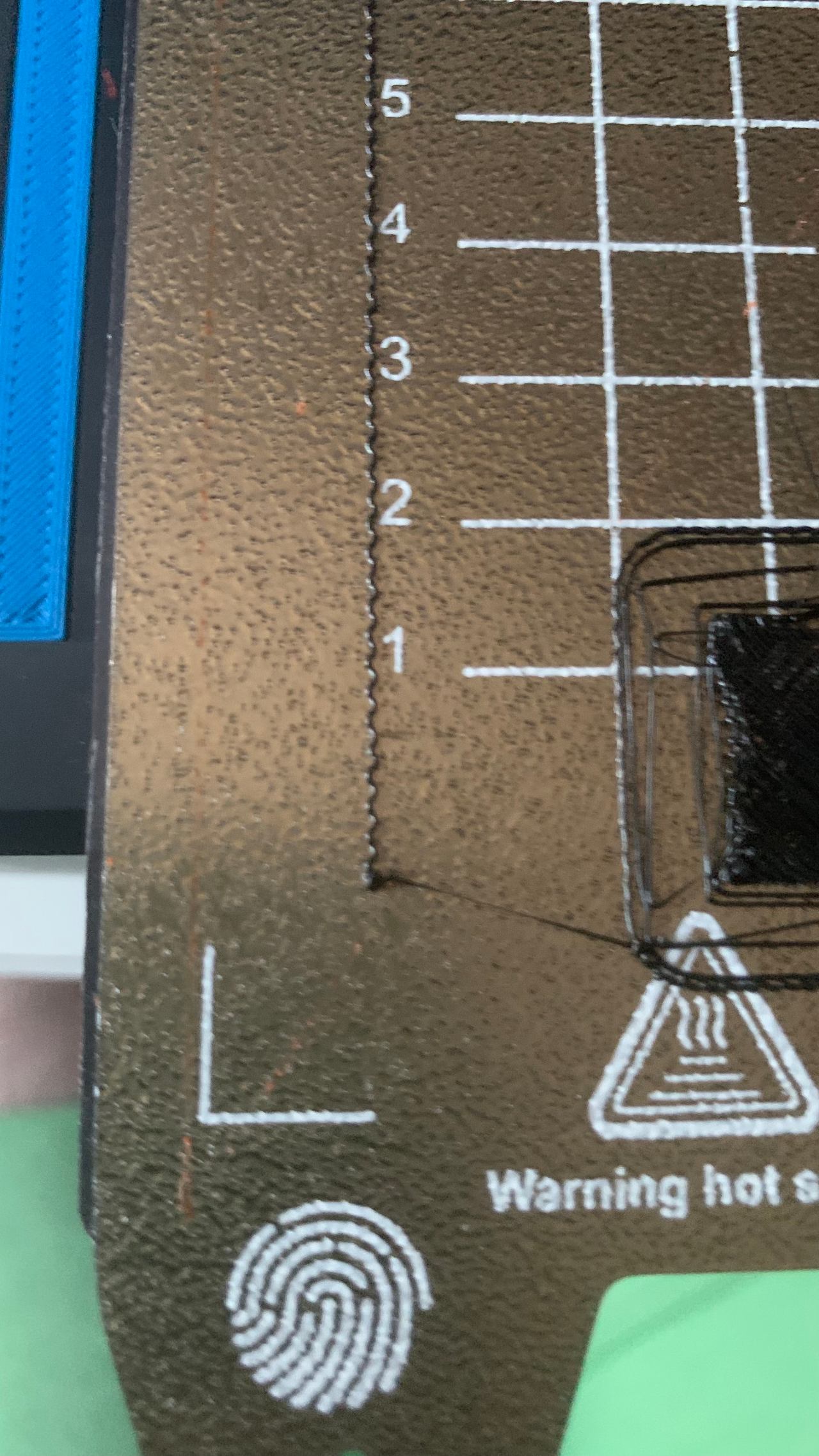
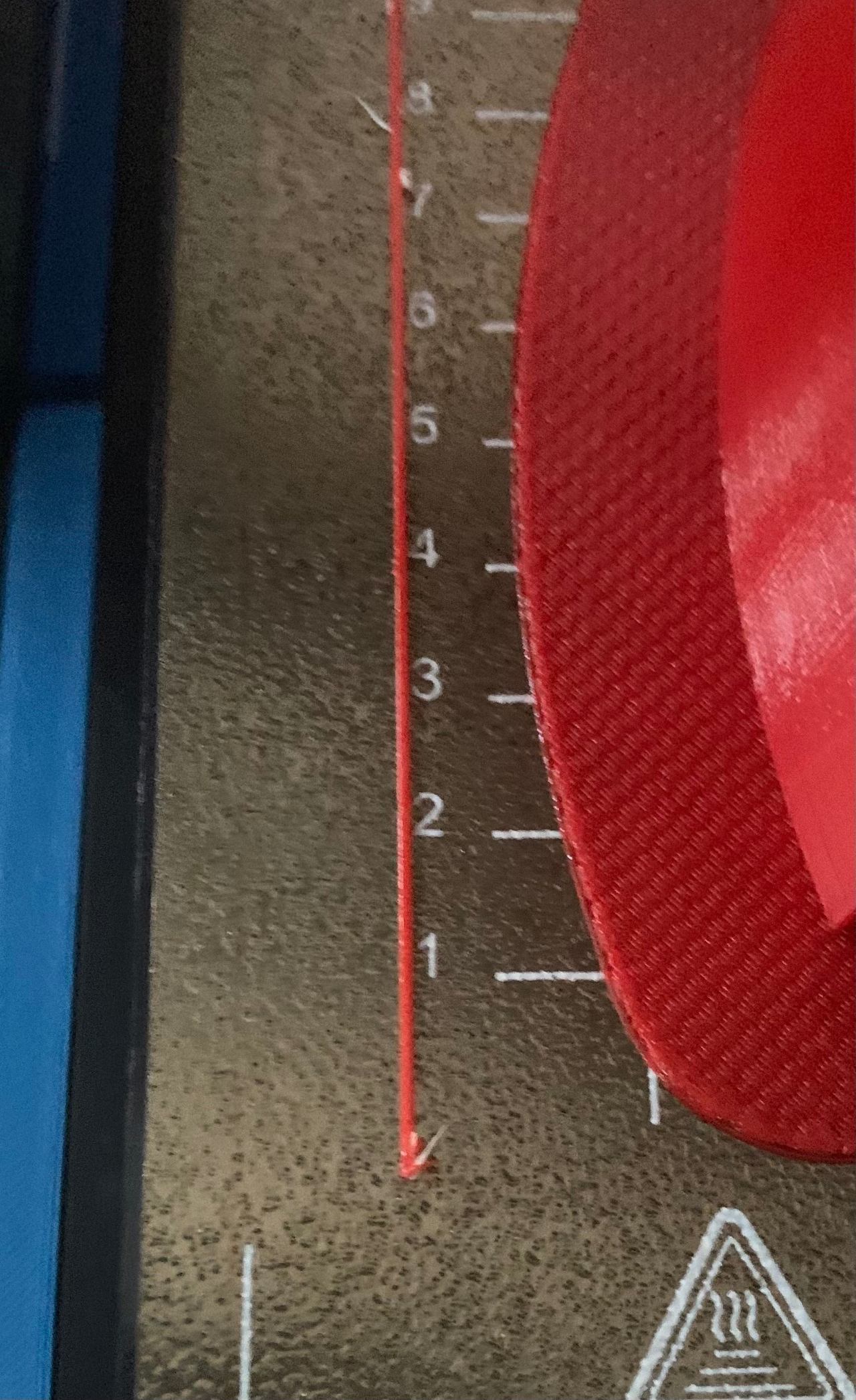
Neverili by ste aký rozdieľ vie urobiť pár stotín milimetra. Už dlhšie sme sa pasovali s ideálnym nastavením výšky hotendu extrudéra pre takmer dokonaly vytlačok. Raz bol extrudér prilíš vysoko, čím sa jednotlivé vrstvy jespajali a tým sa vytlačok rozchádzal. Neskôr po znižení extrudéra vznikali vo vrstvách ryhy a ojednotlivo aj 'vlnkaté' čiary vo vrstvách(viď. obrázok 1, 2).
V ideálnom prípade nastavení výšky hotendu extrudéru je vrstva plynula a hladká ako na obrázku 3. Vzdialenosť by mala byť približne taká, aby medzi trysku a podložku prešiel list papiera s miernym odporom. To zvyčajne zodpovedá vzdialenosti 0,1 - 0,2 mm, ale presné nastavenie závisí na type tlačového materiálu, podložky a konkrétneho modelu tlačiarne.
Osobný tip!
Osobne by sme dali väčšiu okom viditeľnú medzeru a až následne pri kalibračnom modelixyz calibration cube alebo benchy upravili výšku hotendu extrudéru, ak je to nutné.
Fotky

obrázok 1
obrázok 2
obrázok 3
Pre viac rád a tipov sledujte náš blog na artfabvision.com.